前回ホーミングも出来るようになったので、そろそろ試し切りをしてみたいと思ってます。レーザーはまだ後回しになっていますが、ルーター(トリマ)はすぐにでも使えそうです。マウントもつけてあるし、外付けスピードコントローラーもあります。ただそのままトリマを付けるとケーブルが垂れてしまうので少し工夫を加えてみました。
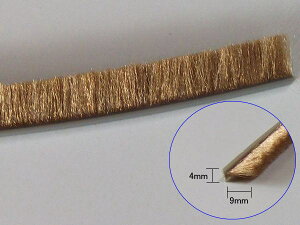
Φ1mmくらいのピアノ線が余っていたので、それをトリマ本体の電源コードの根元から50cmほど結束バンドで固定してみました。ある程度電源コードが自立するような感じで、引っ張られればしなやかに曲がる感じです。
ピアノ線の下端はC字型に折り曲げてケーブルにはめ込む感じです。あとは必要に応じて結束バンドで締めるだけ。トリマのノイズも拾うようなので、他のケーブルといっしょに沿わせないほうがいいらしく、CNCマシン本体とは別に(電源も別のところから)することにしました。どうせ取り外したりするし、GコードのほうではON/OFFや速度調節もしないので。
ケーブル先端のほうはダブルクリップでX軸に固定しているだけです。この先にスピードコントローラがついて、それから AC100Vにつながります。現在トリマには径6mmハイス4枚刃スクエアエンドのエンドミルがついています。このままアルミもいけるかもしれませんが、とりあえずこのエンドミルでどのくらいきれいに合板が切れるか試してみたいと思ってます。
オフセットカットのパスの作成方法がわからない
追記:結果的にオフセットパスを作成するには、Jscutというソフトで行うか、Inkscapeのオフカット(このページ下のほう)で新たにパスを作成するほうがよさそうです。
トリマのほうは準備できたのですが、同時に刃のオフセット(径6mmの刃なので半径3mm分外側を動くパス)を含んだ切断用パスをどうするのか?というのを調べていました。
以前InkscapeのExtensionであるgcodetoolsをちょっといじってみたのですが、オフセットの設定がよく分からない。すぐに出来るとのかと思っていたら、
gcodetoolsのForumには以下の用に書いてありました(かなり古い投稿だけど)、
29/ноя(nov)/2011
Tool's diameter was used not for offseting, but for filling the area to make pocketing. Offset itself is a really hard procedure, and it does not work properly on every path.
There are 3 options now how can you do the offset:
- Use inkspape's offsets:
- configure the steps in Properties dialog (Ctrl+Shift+P) and use Ctrl+( or Ctrl+), could be buggish, more or less depending on the Inkscape's version.
- use dynamic offset and set exact value in XML editor (select object, Ctrl+Shift+X, change offset diameter to needed value in px), could have buggs, not to handy.
- assign stroke width equal to 2 x needed offset radius, then Ctrl+Alt+C to Convert Stroke to path, Ctrl+Shift+K to break path appart, and finally delete inside path, not to handy again.
- Use one of G41 or G42 Gcodes to compensate tool's radius, it's a good solution, giving very clean path, but some times it can give an error if the tool can not reach every path piece. For smaller radiuses this error can appear rarely.
- Use Gcodetools offset function - it has more bugs that Inkscape's offset so not reccomended
PS in the dev version there's a function for plasma cutters that can add entering/exiting paths and special corner processing to make cut cleaner, but I do not know if it is actually needed in laser cutting. I'm only building my first laser cutting machine.
これによると、
・Inkscapeのオフセット描画を使う(バージョンによるけどバグがあるしやり方が不便)
・gcodetoolsのオフセット機能を使う(Inkscapeのオフセットよりバグ多い)
とある。
というか、gcodetoolsの最新バージョンは1.7となっているけど(この英語フォーラムの一番上の投稿にある)、
これ↑は古いのかな?
Shapeoko wikiのInkscapeチュートリアルもたぶんこれを使っているのだろうけど、このバージョンにはオフセット機能がついていないような?
調べてみると、
devバージョン(開発中)もあるみたい。WindowsとLinux版しかないけど、MacはLinux版で大丈夫なはず。
gcodetool-dev版のインストール(dev版よりstable版のほうがいいかも)
まず「Download ZIP」から「gcodetools-master.zip」をダウンロード。
解凍すると、「gcodetools-master」フォルダが出来て、
中にはこんな感じ↑のたくさんのファイルが入ってる。
READMEを見ると、これ全部をInkscapeのextensionsに入れてInkscapeリスタート。
それと「python create_inx.py」を実行しろと。
Macなら、まずアプリケーション内の「Inkscape.app」を右クリックして「パッケージの内容を表示」で、
Incscape.app/Resources/share/inkscape/extensions内に、「gcodetools-master」フォルダの中身全部を入れる。
そのあとターミナルを開いて、
cd /Applications/Inkscape.app/Contents/Resources/share/inkscape/extensions
をいれてリターン。
そして、
python create_inx.py
を入力してリターン。
そうすると、
こんな感じの「Done」がずらずらでてくればOKなはず。そうすると先ほどのApplications/Inkscape.app/Contents/Resources/share/inkscape/extensions内には、
こんな感じの「.inx」ファイルが出来ているはず。
あとはInkscapeを立ち上げると、
メニューバーのExtensionsには「Gcodetools-dev」というのが出来ているはず(なぜか2個あるけど下の方)。
Extensions>Gcodetools-dev>Path preparations-devを選択すると(確か最新stable版1.7にはこの項目はなかったはず)、
この画面が出て来て、「Prepare path for plasma or laser cutter」タブでオフセット設定できそうなんだけど、使い方がまだよくわからない。
Inkscapeのオフセット描画方法
仕方ないので、Inkscapeのオフセット描画を試してみることに。
まず、Edit>Preferences...>Behavior>Stepsを選ぶとこんな↑画面がでます。このなかのInset/Outset by:に3.0000mmを入力(径6mm、半径3mmの刃なので)。設定したら閉じる。
つぎに、
適当に描いた図形(パス)を選択して、Path>Outsetを選ぶと、
こんな↑感じで、一回り大きい(設定した3mm分)図形ができあがります(ちなみにわかりやすくするために、同じ図形を2個重ねて、Outsetした図形のほうは緑色の線にしてあります)。
角も丸くなっているし、これ(緑色の線のほうだけ)をgcodetoolでG Codeに変換すれば充分かも。
gcodetoolsでG Codeファイルの出力方法(stable版も同じ手順)
まず(上画像)、File>Document Propertyで単位がmmになっているかチェック。
そして、
Extensions>gcodetools-dev>Orientation points-dev(上画像)に行き、
・2-point modeを選択
・Z surface:0(材料表面の位置を0に)
・Z depth:-12mm(カットする材料の厚み、下へ行くのでマイナス)
そしてApply。
つぎに、Extensions>gcodetools-dev>Tools librariy-dev(上画像)で、
・cylinderを選ぶ(刃の形状)
そして、Applyを押す。すると、以下の緑の四角がキャンバス上にでてくる。
ここで↑、テキスト編集アイコンを使って、
・diameter 6(ツールの直径6mm)
・depth step 3(何mmずつ削るか:今回は12mm厚を3mmずつなので4回で切断)
つぎに、Extensions>gcodetools-dev>Path to Gcode-dev(以下)に行き、
・出力するファイル名と出力先ディレクトリを入れる。
・Unit:mm
・Post-processor:Round all values to 4 digits
そして、ここでApplyを押さずに、Path to Gcodeタブに移動してからApplyを押す。
これで、いちおうG-Code化されたファイルが出力されるはず。
bCNCで読み込んでカット作業
あとはbCNCなどのG-Code-Senderを起動して、出力された.ngcファイルを読み込む。
いちおう3mm分外側にオフセットしたパスがでてきて、Control画面でStartを押すと作業開始。
先ほどInkscape内のgcodetoolsで設定したDepth stepの3mmずつ計4周かけて切削するはずです。
切削中の画面。小さい赤丸がトリマ部分。よくみると線が少しガタガタしているようにも見えます。
今回は実際に合板を削っていないので、どんな仕上がりになるのかわかりません。明日にでも、実際に切ってみたいと思います。とりあえず今回はオフセットカットの手順確認ということで。
G Codeの
G41とG42のCutter Compensationも気になる。grblでは、G40にCutter Radius Compensationがあります。この辺も調べてみます。
CNCマシンは大体出来たとはいえ、まだまだ実際に使えるようになるまではノウハウも含めまだまだ覚えることがありそう。
追記:
オフカットのパスを生成するならInkscapeでもいいのですが、JscutというブラウザベースのGコード生成ソフトがあるので、そのほうが楽かもしれません。
Jscutについてはこちらへ。
 ルータービットにはめ込んである黒いテーパーのついた部品がコレットコーン(内径6mm)です。このコレットコーンには1/4インチ(6.35mm)もあるようですが、あまりバリエーションはなかったはず。普通は、コレット(シャンク)で径を変えるというよりも、ルータービット刃先の方で径を選ぶという感じです。
ルータービットにはめ込んである黒いテーパーのついた部品がコレットコーン(内径6mm)です。このコレットコーンには1/4インチ(6.35mm)もあるようですが、あまりバリエーションはなかったはず。普通は、コレット(シャンク)で径を変えるというよりも、ルータービット刃先の方で径を選ぶという感じです。 手前が専用コレット・コレットナット、奥がER11コレット・コレットナット。どちらも6mmのエンドミル。
手前が専用コレット・コレットナット、奥がER11コレット・コレットナット。どちらも6mmのエンドミル。

 AliExpress.com Product - Newest ER11 Spindle Motor Chuck Collet Clamp Extension Rod For CNC Milling Carving Machine #05
AliExpress.com Product - Newest ER11 Spindle Motor Chuck Collet Clamp Extension Rod For CNC Milling Carving Machine #05
 AliExpress.com Product - ER11 1pcs Printemps Collet 1mm 2mm 3mm 4mm 5mm 6mm 7mm 8mm pour CNC Tour Fraisage Machine de Gravure outilとは言っても、AliExpressなら安いです。127円(送料無料)、ER11コレット6mm。
AliExpress.com Product - ER11 1pcs Printemps Collet 1mm 2mm 3mm 4mm 5mm 6mm 7mm 8mm pour CNC Tour Fraisage Machine de Gravure outilとは言っても、AliExpressなら安いです。127円(送料無料)、ER11コレット6mm。